
焊接鋼格板的時候要留心的幾個細節
文章出處:安平縣萊久絲網制品有限公司人氣:989發表時間:2018-11-30 02:39:41
它應該通過焊接,鉚接或鎖定在加載的扁鋼和橫梁的每個交叉點來固定。采用壓力電阻焊或電弧焊接法,對鋼格板進行焊接。鋼格板的壓鎖可以壓在壓平機上。鋼格板應根據用戶的需要加工成各種尺寸。
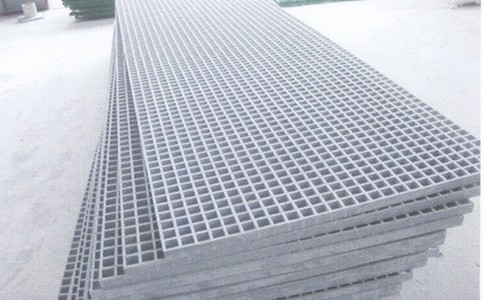
加載的扁鋼的間距和橫條的間距可根據設計要求來確定。作為一個工業平臺,建議加載的扁鋼的間距不應大于40mm,鋼筋間距不得大于165mm.
在加載的扁鋼的末端,扁鋼應涂上與負載扁鋼相同規格的扁鋼。在特殊用途中,可以使用鋼或直接側板,但板的截面面積不應小于被加載的扁鋼的截面面積。焊縫長度不小于所加載的扁鋼的單面焊接厚度。扁鋼的負載是厚度的4倍。
當邊緣板未裝上時,4個負載扁鋼允許焊接一個位置,但距離不得大于150mm.不允許在一定時間內焊接,必須焊接。樓梯的端板必須在單面焊接。帶有荷載平面的側板必須與每個桿焊接。
鋼板的切割和開度等于或大于180mm.樓梯踏步板,如前緣板,必須貫穿整個踏板。扁鋼、I型扁鋼或縱向剪切帶均可使用。加載扁鋼板可增加齒型,增加鋼格板的防滑力和齒形尺。如圖2所示。每100mm不應少于5顆牙齒。機架尺寸平臺上的鋼格柵的最小寬度不應小于300mm.
下一篇新聞:怎樣才能制作出滿足客戶需求的鋼格板溝蓋上一篇新聞:使用鋼格柵板的好處你能體會到嗎



產品分類
聯系萊久

安平縣萊久絲網制品有限公司
聯系人:劉經理
聯系電話:18731838052
在線客服:
廠房地址:安平縣西兩洼鄉東毛莊村東南角
主營產品:鋼格板、溝蓋板、鋼格柵板、踏步板。
萊久鋼格板戰略品牌
鋼格板行業龍頭品牌

